TENHO UMA MÁQUINA COM COMANDO FAGOR,
COMO DEVO PROCEDER? (ADAPTER FAGOR)
1 - Em seu CNC Fagor sete os parâmetros abaixo conforme o tipo de comunicação que será utilizada Rede ou Serial.
- DIRIP (P24)
Endereço TCP/IP do CNC.
- NETMASK (P25)
Mascara de sub rede.
- IPGATWAY(P26)
Endereço IP do Gateway padrão.
No CNC setar os parâmetros abaixo conforme configuração do Computador conectado.
Nota: O cabo de comunicação para o RS232 não deve ultrapassar a distância de 15m para evitar falha na comunicação.
2 - BAUDRATE (P0) Setar a velocidade de comunicação da porta RS232 conforme a tabela:
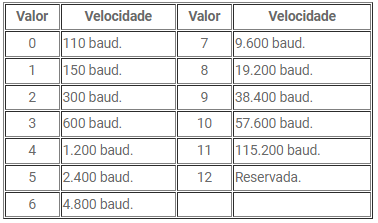
Valor padrão 11 – 115.200 baund.2. NBITSCHR (P1)
3 - NBITSCHR (P1) Numero de bits de dados para transmissão de caracteres.
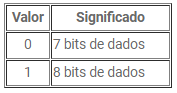
Valor padrão 1.
4 - PARITY (P2) Tipo da checagem de paridade.
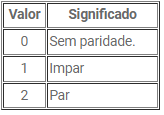
Valor padrão 0.
5 - STOPBITS (P3) Numero de bits de parada para indicar o fim de cada transmissão
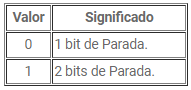
Valor padrão 0.
6 - PROTOCOL (P4): Tipo do procolo utilizado.
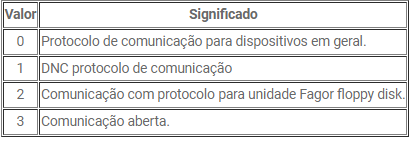
Valor padrão 1.
7 - XONXOFF (P10) Indica quando o protocolo Xon Xoff está ativo.
Valor padrão ON.
8 - RCVENDTI (P12) Indica o máximo de tempo permitido para recepção.
Valor padrão 0.
CONFIGURANDO NO COMPUTADOR (ADAPTER FAGOR)
1 - Localize a pasta Adapter Fagor na pasta de instalação do CNC Monitor. (Caminho padrão é “C:\CNC Monitor”)
2 - Execute o arquivo “GRVAdapterFagor.exe – Atalho”.
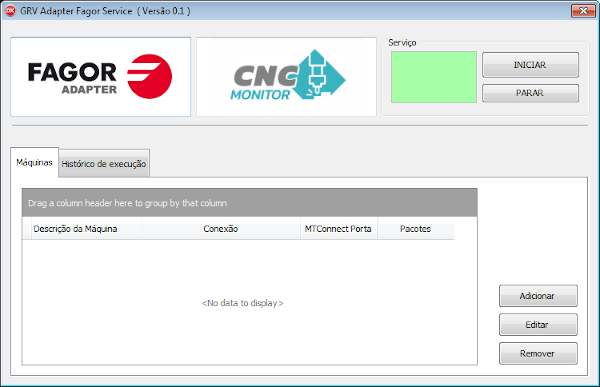
3 - Clique em “Adicionar” para adicionar uma nova máquina e preencha conforme o tipo de conexão.
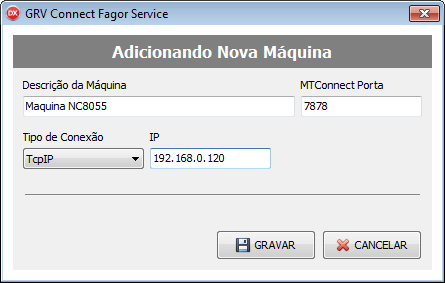
Conexões pela rede
- Descrição da máquina – Descrição da máquina que será monitorada.
- MTConnect Porta – Porta utilizada no protocolo MTConnect de 7878 até 7927.
- Tipo de Conexão – Selecione “TcpIP” para conexão por cabo de rede.
- IP – Endereço IP do CNC conforme informado pelo seu administrador de rede.
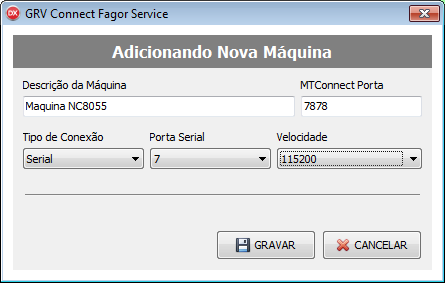
Conexões pela Serial
- Descrição da máquina – Descrição da máquina que será monitorada.
- MTConnect Porta – Porta utilizada no protocolo MTConnect de 7878 até 7927.
- Tipo de Conexão – Selecione “Serial” para conexão por Serial (RS232).
- Porta Serial – Selecione a porta COM para a comunicação.
- Velocidade – Selecione a velocidade configurada para a transmissão.
4 - Clique em “Gravar” para salvar as configurações.
5 - Clique em “Iniciar” para iniciar a conexão com o CNC.
6 - Após isso já é possível adicionar a máquina no CNC Monitor.
AINDA TEM DÚVIDAS?